-
1 operational stop
3.13 рабочий останов (operational stop): Останов движений станка в процессе производства. Функции управления между системой управления и приводами подачи станка сохраняются (вращающий момент, скорость вращения, положение).
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
3.8 рабочий останов (operational stop): Контролируемая функция останова при сохранении подвода питания, подаваемого на исполнительные органы станка, но при этом исключения дальнейших опасных перемещений узлов станка.
3.5 останов в рабочем режиме (operational stop): Останов в рабочем режиме - останов без прекращения питания привода станка, при котором не производятся дальнейшие опасные движения станка.
Англо-русский словарь нормативно-технической терминологии > operational stop
-
2 рабочий останов
3.13 рабочий останов (operational stop): Останов движений станка в процессе производства. Функции управления между системой управления и приводами подачи станка сохраняются (вращающий момент, скорость вращения, положение).
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
3.8 рабочий останов (operational stop): Контролируемая функция останова при сохранении подвода питания, подаваемого на исполнительные органы станка, но при этом исключения дальнейших опасных перемещений узлов станка.
Русско-английский словарь нормативно-технической терминологии > рабочий останов
-
3 автоматический режим
автоматический режим
—
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]Тематики
- электротехника, основные понятия
EN
3.12 автоматический режим (automatic mode): Режим работы, при котором оператор только дает команду на начало процесса обработки, а все последующие технологические операции выполняются автоматически.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
3.3. автоматический режим (automatic mode): Использование системы числового программного управления (ЧПУ) для автоматического управления процессом обработки.
Источник: ГОСТ Р ЕН 12957-2007: Безопасность металлообрабатывающих станков. Станки электроэрозионные
Русско-английский словарь нормативно-технической терминологии > автоматический режим
-
4 automatic mode
автоматический режим
—
[Лугинский Я. Н. и др. Англо-русский словарь по электротехнике и электроэнергетике. 2-е издание - М.: РУССО, 1995 - 616 с.]Тематики
- электротехника, основные понятия
EN
3.12 автоматический режим (automatic mode): Режим работы, при котором оператор только дает команду на начало процесса обработки, а все последующие технологические операции выполняются автоматически.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
3.3. автоматический режим (automatic mode): Использование системы числового программного управления (ЧПУ) для автоматического управления процессом обработки.
Источник: ГОСТ Р ЕН 12957-2007: Безопасность металлообрабатывающих станков. Станки электроэрозионные
Англо-русский словарь нормативно-технической терминологии > automatic mode
-
5 стационарный шлифовальный станок
3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
Номер пункта таблицы
Рисунок
Тип станка
Способ шлифования
1.1
Круглошлифовальный станок
Круглое шлифование
Шлифование наружной поверхности вращающейся детали, закрепленной в центрах или патроне.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.2

Бесцентро-шлифовальный станок
Бесцентровое шлифование
Шлифование наружной поверхности вращающейся детали.
Вращение и перемещение обрабатываемой детали относительно шлифовального круга осуществляется за счет вращения ведущего круга. При этом обрабатываемая деталь опирается на «нож», расположенный между шлифовальным и ведущим кругами
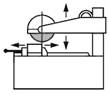
1.3
Внутришлифовальный станок
Внутреннее шлифование
Шлифование внутренней поверхности вращающейся детали.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
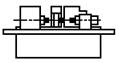
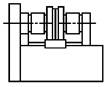
1.4
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоской поверхности обрабатываемой детали. Деталь закреплена на подвижном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
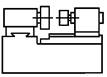
1.5

Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
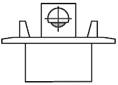
1.6
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на прямоугольном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
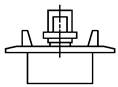
1.7

Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
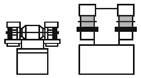
1.8
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга
Плоское шлифование торцом круга одновременно с двух сторон
Шлифование обрабатываемой детали при прохождении ее между торцами двух шлифовальных кругов, в большинстве случаев сегментных
1.9

Заточный станок
Периферийное или торцевое шлифование
Шлифование или переточка режущих поверхностей лезвийного инструмента (детали).
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.10

Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.11

Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется вручную
1.12
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.13
Точильно-шлифовальный станок
Шлифование периферией круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента периферией шлифовального круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.14

Точильно-шлифовальный станок
Шлифование торцом круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента торцом круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.15
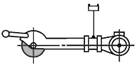
Обдирочно-шлифовальный подвесной станок
Шлифование периферией круга/отрезка дисковым кругом
Шлифование поверхности обрабатываемой детали или отрезка с использованием периферии шлифовального круга. Деталь неподвижна за счет жесткого крепления или под действием собственной массы.
Станок со шлифовальным кругом перемещается вручную относительно обрабатываемой детали
1.16
Шлифовальный станок для силового шлифования
Плоское шлифование
Силовое шлифование, при котором деталь закрепляется на столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > стационарный шлифовальный станок
-
6 stationary grinding machines
3.2 стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
Номер пункта таблицы
Рисунок
Тип станка
Способ шлифования
1.1
Круглошлифовальный станок
Круглое шлифование
Шлифование наружной поверхности вращающейся детали, закрепленной в центрах или патроне.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.2
Бесцентро-шлифовальный станок
Бесцентровое шлифование
Шлифование наружной поверхности вращающейся детали.
Вращение и перемещение обрабатываемой детали относительно шлифовального круга осуществляется за счет вращения ведущего круга. При этом обрабатываемая деталь опирается на «нож», расположенный между шлифовальным и ведущим кругами
1.3
Внутришлифовальный станок
Внутреннее шлифование
Шлифование внутренней поверхности вращающейся детали.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.4
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоской поверхности обрабатываемой детали. Деталь закреплена на подвижном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.5
Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга
Плоское шлифование периферией круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.6
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на прямоугольном столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.7
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга
Плоское шлифование торцом круга
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.8
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга
Плоское шлифование торцом круга одновременно с двух сторон
Шлифование обрабатываемой детали при прохождении ее между торцами двух шлифовальных кругов, в большинстве случаев сегментных
1.9
Заточный станок
Периферийное или торцевое шлифование
Шлифование или переточка режущих поверхностей лезвийного инструмента (детали).
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
1.10
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.11
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется вручную
1.12
Абразивно-отрезной станок
Отрезка
Резка заготовок дисковым абразивным кругом.
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически
1.13
Точильно-шлифовальный станок
Шлифование периферией круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента периферией шлифовального круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.14
Точильно-шлифовальный станок
Шлифование торцом круга
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента торцом круга.
Обрабатываемая деталь перемещается вручную относительно шлифовального круга
1.15
Обдирочно-шлифовальный подвесной станок
Шлифование периферией круга/отрезка дисковым кругом
Шлифование поверхности обрабатываемой детали или отрезка с использованием периферии шлифовального круга. Деталь неподвижна за счет жесткого крепления или под действием собственной массы.
Станок со шлифовальным кругом перемещается вручную относительно обрабатываемой детали
1.16
Шлифовальный станок для силового шлифования
Плоское шлифование
Силовое шлифование, при котором деталь закрепляется на столе.
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Англо-русский словарь нормативно-технической терминологии > stationary grinding machines
-
7 специальный режим
3.5.4 специальный режим (special state): Все режимы работы газоанализатора, кроме режима измерения, например, прогрев, режим градуировки, индикация неисправного состояния.
Источник: ГОСТ Р 52350.29.1-2010: Взрывоопасные среды. Часть 29-1. Газоанализаторы. Общие технические требования и методы испытаний газоанализаторов горючих газов оригинал документа
3.11 специальный режим (special mode): Режим работы, при котором имеется возможность как ручного вмешательства в процесс механической обработки, так и ограниченного автоматического режима (жесткая последовательность отдельных технологических операций), корректируемого оператором.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
3.3.5 специальный режим (special state): Любой режим работы газоанализатора, кроме режима измерений.
Примечание - Примеры специальных режимов - режим прогрева, режим градуировки, режим индикации неисправности.
Источник: ГОСТ Р 52350.29.4-2011: Взрывоопасные среды. Часть 29-4. Газоанализаторы. Общие технические требования и методы испытаний газоанализаторов горючих газов с открытым оптическим каналом оригинал документа
Русско-английский словарь нормативно-технической терминологии > специальный режим
-
8 шлифовальный станок
шлифовальный станок
Станок, предназначенный для шлифования поверхности слоистой клееной древесины.
[ ГОСТ 15814-70]Тематики
- оборуд. для производства слоистой древесины
EN
DE
FR
3.1 шлифовальный станок (grinding machines): Станок, предназначенный для обработки деталей посредством абразивных инструментов (шлифовальных кругов)
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > шлифовальный станок
-
9 максимальная частота вращения
3.2 максимальная частота вращения пmax, мин-1: Достигаемая при нажатой до упора педали частота вращения коленчатого вала двигателя в режиме холостого хода.
3.1, 3.2 (Новая редакция, title="Изменение № 1, ИУС 7-2012").
Источник: ГОСТ Р 52160-2003: Автотранспортные средства, оснащенные двигателями с воспламенением от сжатия. Дымность отработавших газов. Нормы и методы контроля при оценке технического состояния оригинал документа
3.7 максимальная частота вращения (maximum rotational speed): Максимальная частота вращения шпинделя шлифовального круга при любых рабочих условиях, соответствующая максимальной рабочей скорости нового шлифовального круга.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
3.2 максимальная частота вращения nmax, мин-1: Достигаемая при нажатой до упора педали частота вращения коленчатого вала двигателя в режиме холостого хода».
Пункт 3.10. Наименование термина. Заменить обозначение: «ХM» на «Xср».
Пункт 3.12 изложить в новой редакции:
«3.12 рабочая температура охлаждающей жидкости или моторного масла: Температура охлаждающей жидкости или моторного масла, рекомендованная изготовителем для работающего двигателя».
Пункт 3.13. Заменить слова:« автотранспортное» на « транспортное», «прошедший регистрацию» на «прошедший государственную регистрацию».
Раздел 3 дополнить пунктами - 3.14 - 3.16:
«3.14 изготовитель: Лицо, осуществляющее изготовление транспортного средства (шасси).
Источник: 1:
Русско-английский словарь нормативно-технической терминологии > максимальная частота вращения
-
10 безопасный останов
безопасный останов
(напр. турбины, ядерного реактора)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
3.15 безопасный останов (safe stop): Отключение подачи энергии к приводу станка, предотвращающее опасные движения станка, которые могут иметь место из-за неисправной системы управления.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > безопасный останов
-
11 режим наладки
режим наладки
режим отладки
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
Синонимы
EN
3.10 режим наладки (setting mode): Режим работы, в котором оператор осуществляет настройку и регулировку механизмов и органов управления станка для осуществления последующих производственных процессов.
Примечание - Режим наладки включает в себя, например, наладку инструмента и определение положения обрабатываемой детали путем соприкосновения ее со шлифовальным кругом.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > режим наладки
-
12 ручной режим
ручной режим
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
3.9 ручной режим (manual mode): Режим работы для механической обработки при ручном управлении. Все технологические операции механической обработки управляются или осуществляются оператором без использования заранее введенной программы.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > ручной режим
-
13 абразивные инструменты
3.3 абразивные инструменты (abrasive product): Режущий инструмент различной конфигурации, состоящий из множества абразивных зерен с геометрически точно не установленными режущими кромками. Инструмент выполняется из абразивных шлифовальных зерен и связующего материала. Имеются различия между абразивными инструментами и суперабразивами (алмазным инструментом и инструментом из сверхтвердых материалов), см. title="Инструмент абразивный. Требования безопасности" и ЕН 13236.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > абразивные инструменты
-
14 правка шлифовального круга
3.4 правка шлифовального круга (dressing tool): Технологический процесс восстановления режущих свойств и внешней геометрической формы шлифовального круга за счет обработки вращающегося шлифовального круга сверхтвердыми инструментами, чаще всего алмазом.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > правка шлифовального круга
-
15 максимальная рабочая скорость
3.6 максимальная рабочая скорость (maximum operating speed): Максимально допустимая окружная скорость вращения шлифовального круга.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > максимальная рабочая скорость
-
16 безопасный рабочий останов
3.14 безопасный рабочий останов (safe operational stop): Операционный останов с дополнительной системой управления, предотвращающий опасные движения станка, которые могут иметь место из-за неисправной системы управления.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > безопасный рабочий останов
-
17 режущая поверхность шлифовального круга
3.16 режущая поверхность шлифовального круга (grinding face): Поверхность шлифовального круга, используемая для шлифования обрабатываемой детали (см. рисунки 1 - 3).

Рисунок 1 - Периферийное шлифование

Рисунок 2 - Торцевое шлифование
Рисунок 3 - Торцевое шлифование кольцевым кругом
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > режущая поверхность шлифовального круга
-
18 ограждение рабочей зоны
3.18 ограждение рабочей зоны (work zone enclosure): Защитное ограждение, охватывающее рабочую зону и сохраняющее в ней смазочно-охлаждающую жидкость (СОЖ) и любые детали и предметы, которые могут быть выброшены в процессе обработки.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > ограждение рабочей зоны
-
19 зажимное приспособление для крепления шлифовального круга
3.19 зажимное приспособление для крепления шлифовального круга (tool holding device): Устройство, предназначенное для крепления шлифовального круга на шпинделе шлифовального круга.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Русско-английский словарь нормативно-технической терминологии > зажимное приспособление для крепления шлифовального круга
-
20 manual mode
ручной режим
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
3.9 ручной режим (manual mode): Режим работы для механической обработки при ручном управлении. Все технологические операции механической обработки управляются или осуществляются оператором без использования заранее введенной программы.
Источник: ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
Англо-русский словарь нормативно-технической терминологии > manual mode
- 1
- 2
См. также в других словарях:
ГОСТ Р ЕН 13218-2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные — Терминология ГОСТ Р ЕН 13218 2006: Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные: 3.3 абразивные инструменты (abrasive product): Режущий инструмент различной конфигурации, состоящий из множества абразивных зерен с… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ЕН 13218-2006 — 70 с. (10) Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные разделы 13.110, 25.080.50 … Указатель национальных стандартов 2013
максимальная — максимальная: Максимально возможная длина ЗО, в пределах которой выполняются требования настоящего стандарта и технических условий (ТУ) на извещатели конкретных типов, Источник: ГОСТ Р 52651 2006: И … Словарь-справочник терминов нормативно-технической документации
режим — 36. режим [частота вращения] «самоходности»: Режим [минимальная частота вращения выходного вала], при котором газотурбинный двигатель работает без использования мощности пускового устройства при наиболее неблагоприятных внешних условиях. Источник … Словарь-справочник терминов нормативно-технической документации
ограждение — 109 ограждение Сплошная или решетчатая конструкция нормированной высоты, установленная по периметру пола Источник: ГОСТ Р 52064 2003: Подъемники с рабочими платформами. Термины и определения … Словарь-справочник терминов нормативно-технической документации
автоматический — 3.3.1 автоматический пробоотборник (automatic sampler): Устройство, используемое для извлечения представительной пробы жидкости, протекающей по трубопроводу. Примечание Автоматический пробоотборник обычно состоит из зонда (щупа), экстрактора… … Словарь-справочник терминов нормативно-технической документации
стационарный — Режим, который достигается после завершения адаптации активного ила и отображается на зависимости Свых=f(t) выходом на плато Б (рисунок 1 а, в) Источник: ГОСТ Р 50595 93: Вещества поверхностно активные. Метод определения биоразлагаемости в водной … Словарь-справочник терминов нормативно-технической документации
шум — 3.9 шум: Непрерывный сигнал, не связанный с наличием дефектов в объекте и мешающий обнаружению сигналов акустической эмиссии и измерению их параметров. Источник: ГОСТ Р 52727 2007: Техническая диагностика. Акустико эмиссионная диагностика. Общие… … Словарь-справочник терминов нормативно-технической документации
Ручной — 5.9 Ручной отбор первичных проб твердого топлива с движущейся (работающей) ленты конвейера ЗАПРЕЩАЕТСЯ. Источник … Словарь-справочник терминов нормативно-технической документации
рабочий останов — 3.13 рабочий останов (operational stop): Останов движений станка в процессе производства. Функции управления между системой управления и приводами подачи станка сохраняются (вращающий момент, скорость вращения, положение). Источник: ГОСТ Р ЕН… … Словарь-справочник терминов нормативно-технической документации
автоматический режим — 3.12 автоматический режим (automatic mode): Режим работы, при котором оператор только дает команду на начало процесса обработки, а все последующие технологические операции выполняются автоматически. Источник: ГОСТ Р ЕН 13218 2006: Безопасность… … Словарь-справочник терминов нормативно-технической документации